
Although the selection of the first paragraph of conveying equipment bucket chain conveyor, clinker cooling properly, but its length is only about 17m, its rate, the clinker in
the bucket chain conveyor residence time of about one minute, for clinker cooling effect is very limited. According to the information, ordinary type of
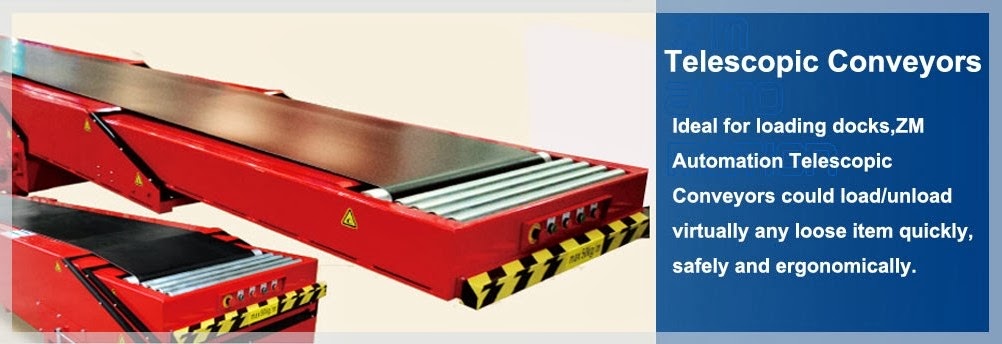
Belt conveyor belt can transport the material temperature at 70 ℃ (the other information on the 60 ℃) or less, so that even in the case of normal production kiln, the clinker
cooler temperatures according to the design value of 65 plus ℃ ambient temperature, temperature of the material has been greater than ordinary type, if the kiln
Production is not normal, it can be a roller conveyor belts and certainly does not work, ranging from reduced life expectancy, while in burned tape. So the selection of belt
conveyor is improper, and with a belt or with an electric drum machine, you can not even fit. Also proved by actual operation, selection of the belt
Machine is not acceptable. This process design aspects in the future to attract attention, do not make the same mistake. B650 × 38.461m is also a part of the pit (tail-4.4m) Elevator conveyor
and D640 bucket chain belt conveyor machine frame than the B rack to height of about 700mm, in order to shorten the installation time, try using the original
To the device, I was doing when the process layout, put into the joint reservoir bucket chain conveyor belt conveyor in the original basis along the original B650 × 38.416m
forwards in the direction parallel to the belt conveyor moves about 3.2m, so that original belt B650 × 38.416m become DS640 × 41.311m
, And the original reservoir into joint belt machine B640 × 40.309m becomes D640 × 38.532m. Thus, in the present case can do a good job into the joint reservoir bucket chain
conveyor head gear. Basis of the original belt as the current D640 × 41.311m foundation. For
Increased due to the rack appear D640, D640 put the original frame header portion by about 600mm, the rest unchanged.
Through the last few days of removal and installation (in the reservoir into the joint bucket chain conveyor has been installed, another chain bucket machine head gear case has
also been installed), new equipment successfully put into operation, and the state is better to solve the transportation equipment on the impact of the kiln while running
Costs are greatly reduced, so that the transformation proved to be successful. The need for such a transformation, I believe, is due to consider not comprehensive process curve conveyor
design, equipment selection improper. Because it is in situ transformation, kiln no major changes, its original Nishun Fangxiang An
Installed Φ2.8m × 28m Monocular cooling machine is removed, while in the downstream direction kiln installed one 100t / d third generation of inflatable beam grate cooler,
clinker conveying equipment from a station DS640 × 17.646m chain bucket conveyor, a tilt table layout (9.2 ℃) of B650 × 38.416m belt conveyor (referred to Section
One belt conveyor) and another diagonal arrangement (11.5 ℃) of B650 × 40.309m belt conveyor (belt conveyor referred to Section 2) composed of a Z-shaped arrangement of the
clinker joint reservoir. After six months of use, because the clinker grate cooler temperature is high (a rotary kiln operation factors, but
The author in other NSP clinker rotary kiln production line also saw a relatively high temperature, when the two belt conveyors are supervised, if there is red material, on the
use of artificial watering (for a certain quality of clinker effect) in the case, a belt burn times (especially the first one
Belts), only nine times on the change of the belt, the belt drive 11kW electric drum also due to high temperature, was burned twice, the impact on production is considerable.
没有评论:
发表评论